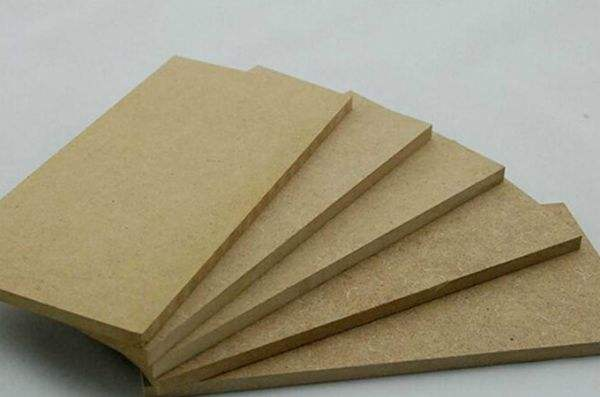
mdfの完全な名前は中密度です ファイバーボード。 mdfは、植物繊維を原料として作られ、 尿素-ホルムアルデヒド樹脂またはその他の合成樹脂、および加熱プレス 圧力と圧力。 0.50-0.88g / cm3の範囲の密度を持つプレート 特性を改善するために他の適切な添加剤を追加することもできます プレートの。 mdfは良好な物理的および機械的特性と処理を備えています プロパティ、および異なる厚さのプレートに作ることができます。したがって、 家具の製造、建設、インテリアで広く使用されています 装飾産業。 mdfの均質な多孔質材料は音響が良い パフォーマンス。スピーカー、テレビ手術、ミュージカルの作成に適した素材です 楽器。それはまた船、スポーツ用品、床で使用することができます、 ウォールボード、および天然木を置き換えるパーティション。それは特徴を持っています 低コスト、シンプルな処理、高い稼働率、そしてより経済的な 天然木。
mdfプロセス
1.準備
MDF制作の最初のステップ プロセスは材料を準備することです。装置には主にチッパー、ベルトが含まれます コンベヤー、ふるい機、バケットエレベーター、貯蔵サイロなど。 mdfの生産のための材料は主に木質繊維材料であり、 小径の木材、小枝、薪、加工残渣を含みます。皮膚 コンテンツは5%を超えてはなりません。
2.繊維の準備
繊維の準備は主に繊維の分離であり、 これは、mdf作成プロセスのコアリンクです。繊維分離装置 木材チップサイロ(または予熱サイロ)、小型ホッパー、サーマルミル、 パラフィン溶融および塗布装置、およびサイジング計量装置。
繊維分離のステップ:
a:熱間粉砕。適格な木材チップ 木材チップのビンに輸送され、木材チップはに輸送されます 調理によって柔らかくなった後のミル本体。木材チップはによって圧縮されます 含水率の高い木材チップから水を搾り出すホットミル。
b:ワックスを塗布します。パラフィンワックスは加熱されます そして蒸気コイルによって溶かされ、溶かされたパラフィンワックスはに運転されます ポンプパイプラインを介して粉砕室本体に入る前の木材チップ。 繊維に分離された後、パラフィンワックスは均等に配られます 繊維の表面。
c:サイジング。尿素ホルムアルデヒド樹脂 フィルターと接着剤ポンプを通過して二重計量タンクに入る。 次に、ポンプ入力排出パイプに挿入して、ファイバーのサイズを決定します。の繊維 排出管が高速流動状態にあり、接着剤液が霧化 繊維表面に均一にスプレーされます。硬化剤、ホルムアルデヒド捕捉 混合用のプラスチックタンクに薬剤等を加えることができます。
3.乾燥
乾燥工程の主な設備 mdfの生産プロセスは、乾燥ホスト、乾燥パイプライン、 サイクロンセパレーター、繊維搬送装置、乾式繊維サイロ。の ヒートミルの排出管は乾燥した管のぬれた繊維を吸引し、 熱風と完全に接触します。ファイバーは空気管に吊り下げられており、 気流によって運ばれます。ファイバーはエアパイプ内を4〜5秒間流れ、 要件を満たすために、ファイバーの水分をすばやく蒸発させます。水 コンテンツ(8%〜12%)。
4.形成
舗装の形成は非常に重要です mdf生産プロセスのプロセス。このプロセスには、 スラブ舗装、プリプレス、フラッシング、断面などの要件 舗装プロセスは次のとおりです。均一で安定した厚いスラブ密度の一貫性、 単位面積あたりのスラブの重量管理は一定であり、継続的かつ安定しています コンパクトさの程度。
5.ホットプレス
国内向けのホットプレス工程 製造されたmdfは断続的な多層ホットプレスプロセスであり、 さまざまなプロセス要因がmdfのパフォーマンスに重要な影響を与えます。
a:ホットプレス温度。の選択 ホットプレス温度は主にタイプと性能によって決定されます ボード、接着剤の種類、プレスの生産効率。の 温度の選択は主に生の包括的な要因によって決定されます 材料、樹種、繊維含水率、接着性、スラブ 厚さ、加熱時間、圧力、設備条件。
b:ホットプレス圧力。ホットプレス ホットプレスプロセス中に圧力が変化します。徐々に圧力 スラブの厚さの要件を満たすために加圧中に増加し、 つまり、圧力を下げる必要があり、接着剤の硬化、 繊維間のさまざまな結合力の形成、および蒸発 水は主に低圧セクションで完了し、圧力は 低圧セクションは通常0.6〜1.3 mpaです。
c:ホットプレス時間。の決定 ホットプレス時間は主に接着剤の特性と 硬化時間、繊維品質、スラブ含水率、厚さ、ホットプレス 温度、圧力、その他の要因。ホットプレス時間は一般的に 板厚1mmの所要時間で表しています。
d:スラブの含水率。の中に ホットプレスプロセスでは、スラブ内の水分の役割は、 繊維の可塑性と熱伝導率、適切な水分 コンテンツはボードの品質を保証し、一般的には約10%に制御されます。 高すぎる場合、表面とコア層の密度勾配が増加します コア層の繊維間の結合力が弱い。いつ 圧力が低下し、蒸気が排出され、除去することが困難です ボードの水ぶくれや層間剥離を引き起こす水蒸気。







 サポートされているipv6ネットワーク
サポートされているipv6ネットワーク 日本語
日本語 English
English Deutsch
Deutsch オンラインサービス
オンラインサービス


